 Minotauromaquia
Minotauromaquia
Les armes à feu, plus communément appelées armes à feu, sont utilisées par les amateurs de chasse en plein air. Certains chasseurs peuvent choisir de fabriquer leurs propres armes plutôt que de les acheter pour obtenir une arme à feu personnalisée. La partie la plus difficile de la construction d’une arme à feu est de créer un canon qui dirigera le tir sur la cible souhaitée. Le canon donne également une vrille à la balle lorsqu’elle descend dans le canon, ce qui donne la stabilisation gyroscopique circulaire à mesure qu’elle vole vers la cible. Utilisez ces conseils pour apprendre à fabriquer un canon.
Pas
-
 1 Choisissez le type d'acier à utiliser pour le canon. L'acier choisi doit avoir une résistance de 689476 kPa (100 000 psi) pour résister à la force des gaz qui propulsent la balle. L'acier devrait avoir une dureté de 25 à 32 sur l'échelle de Rockwell, de sorte que l'acier soit suffisamment résistant pour contenir la pression nécessaire pour propulser le cylindre à travers le canon, mais pas trop pour qu'il soit endommagé par les opérations d'usinage à effectuer. . Obtenir des tiges de 1,25 pouce (31,75 mm) d'une aciérie spécialisée. Demandez une certification de qualité sur l'acier. Préciser que l'acier doit être exempt de stress à l'aciérie.
1 Choisissez le type d'acier à utiliser pour le canon. L'acier choisi doit avoir une résistance de 689476 kPa (100 000 psi) pour résister à la force des gaz qui propulsent la balle. L'acier devrait avoir une dureté de 25 à 32 sur l'échelle de Rockwell, de sorte que l'acier soit suffisamment résistant pour contenir la pression nécessaire pour propulser le cylindre à travers le canon, mais pas trop pour qu'il soit endommagé par les opérations d'usinage à effectuer. . Obtenir des tiges de 1,25 pouce (31,75 mm) d'une aciérie spécialisée. Demandez une certification de qualité sur l'acier. Préciser que l'acier doit être exempt de stress à l'aciérie. - Sélectionnez 4140 acier au chrome molybdène. L'acier au chrome moly est l'alternative la moins chère. Il est également plus facile de noircir chimiquement, si désiré, pour donner un aspect traditionnel au canon.
- Décidez de l'acier inoxydable 416. L'acier inoxydable est plus cher que l'acier au chrome-molybdène. Les fûts en acier inoxydable ont une durée de vie plus longue et donnent une arme à feu plus précise que les fûts en acier au chrome-molybdène.
-
 2 Couper un morceau d'acier pour le stock de baril. Couper une longueur d'acier d'environ 28,1 po (71,1 cm) à 30 po (711,2 mm à 762 mm). Assurez-vous que les extrémités du stock de baril sont parallèles les unes aux autres, qu’elles sont face à face et qu’elles sont parfaitement rondes.
2 Couper un morceau d'acier pour le stock de baril. Couper une longueur d'acier d'environ 28,1 po (71,1 cm) à 30 po (711,2 mm à 762 mm). Assurez-vous que les extrémités du stock de baril sont parallèles les unes aux autres, qu’elles sont face à face et qu’elles sont parfaitement rondes. -
 3 Percer le canon. Percer l'intérieur dans le sens de la longueur jusqu'à un diamètre d'environ 5 millièmes de pouce (0,127 mm) inférieur au diamètre d'alésage fini désiré du canon. Un foret spécial, appelé forage profond, doit être utilisé pour percer le canon. Le foret profond maintient le foret en carbure de tungstène immobile et fait tourner le canon pour effectuer le forage. Le forage sera refroidi par liquide et se poursuivra à environ 1 pouce (25,4 mm) par minute. Le temps total pour percer le trou sera d'environ 30 minutes.
3 Percer le canon. Percer l'intérieur dans le sens de la longueur jusqu'à un diamètre d'environ 5 millièmes de pouce (0,127 mm) inférieur au diamètre d'alésage fini désiré du canon. Un foret spécial, appelé forage profond, doit être utilisé pour percer le canon. Le foret profond maintient le foret en carbure de tungstène immobile et fait tourner le canon pour effectuer le forage. Le forage sera refroidi par liquide et se poursuivra à environ 1 pouce (25,4 mm) par minute. Le temps total pour percer le trou sera d'environ 30 minutes. -
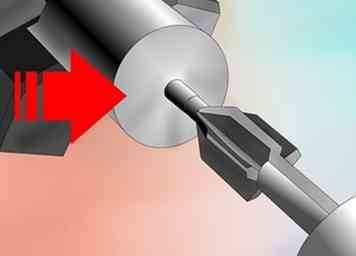
 4 Aléser le canon. Travailler un alésoir de forage au carbure de tungstène dans le trou de forage fini du canon, en utilisant le liquide de refroidissement lorsque l'alésoir fonctionne. L'alésoir va élargir le trou à l'alésage fini désiré et lisser la surface percée intérieure du canon en créant l'alésage final souhaité.
4 Aléser le canon. Travailler un alésoir de forage au carbure de tungstène dans le trou de forage fini du canon, en utilisant le liquide de refroidissement lorsque l'alésoir fonctionne. L'alésoir va élargir le trou à l'alésage fini désiré et lisser la surface percée intérieure du canon en créant l'alésage final souhaité. -
 5 Fussez le canon. Les rayures consistent en des rainures en spirale dans l'alésage, ce qui donne un effet de rotation à la cartouche lors de son déplacement dans le canon. Cette rotation va stabiliser le vol du round tiré. Déterminez le nombre de rainures rayées à placer dans l'alésage et la quantité de torsion à appliquer aux rainures. Consulter des experts dans le domaine de la fabrication de canon à canon pour déterminer ces informations. Trouvez ces experts dans les ateliers de fabrication de fûts à pistolet spécialisés.
5 Fussez le canon. Les rayures consistent en des rainures en spirale dans l'alésage, ce qui donne un effet de rotation à la cartouche lors de son déplacement dans le canon. Cette rotation va stabiliser le vol du round tiré. Déterminez le nombre de rainures rayées à placer dans l'alésage et la quantité de torsion à appliquer aux rainures. Consulter des experts dans le domaine de la fabrication de canon à canon pour déterminer ces informations. Trouvez ces experts dans les ateliers de fabrication de fûts à pistolet spécialisés. - Faites la première rainure rayée. Insérez un tube monté avec la boîte à découper crochet rayé dans l'alésage du canon. Tracez la boîte de coupe du crochet rayé à travers le trou tout en faisant pivoter le canon à une vitesse recommandée par l’expert pour donner la vrille désirée.
- Ajouter plus de rainures Indexer le canon à la position de départ pour le prochain sillon. Tracez la boîte de coupe du crochet rayé à travers le trou tout en faisant pivoter le canon à une vitesse recommandée par l’expert pour donner la vrille désirée.
- Terminez les rayures. Répétez les passages à travers l'alésage avec la boîte de coupe crochet à rayures au besoin.
-
 6 Tournez le canon pour bien polir l'alésage.
6 Tournez le canon pour bien polir l'alésage. - Insérez la tige de rodage du canon dans l'alésage jusqu'à ce qu'elle soit à environ 4 pouces (101,6 mm) de 1 extrémité de l'alésage. Verser le plomb fondu dans l'extrémité de l'alésage et laisser durcir.
- Poussez les genoux hors du canon. Poussez la tige de rodage vers l'avant jusqu'à ce que la limace de plomb maintenant solidifiée, appelée la piste principale, soit exposée. Couvrir la feuille de plomb avec la pâte de rodage, qui est similaire à la pâte de meulage de la vanne.
- Terminez le rodage. Exécuter le tour de tête de haut en bas sur la longueur du canon environ 50 fois, en appliquant plus de pâte de rodage si nécessaire.
 1 Choisissez le type d'acier à utiliser pour le canon. L'acier choisi doit avoir une résistance de 689476 kPa (100 000 psi) pour résister à la force des gaz qui propulsent la balle. L'acier devrait avoir une dureté de 25 à 32 sur l'échelle de Rockwell, de sorte que l'acier soit suffisamment résistant pour contenir la pression nécessaire pour propulser le cylindre à travers le canon, mais pas trop pour qu'il soit endommagé par les opérations d'usinage à effectuer. . Obtenir des tiges de 1,25 pouce (31,75 mm) d'une aciérie spécialisée. Demandez une certification de qualité sur l'acier. Préciser que l'acier doit être exempt de stress à l'aciérie.
1 Choisissez le type d'acier à utiliser pour le canon. L'acier choisi doit avoir une résistance de 689476 kPa (100 000 psi) pour résister à la force des gaz qui propulsent la balle. L'acier devrait avoir une dureté de 25 à 32 sur l'échelle de Rockwell, de sorte que l'acier soit suffisamment résistant pour contenir la pression nécessaire pour propulser le cylindre à travers le canon, mais pas trop pour qu'il soit endommagé par les opérations d'usinage à effectuer. . Obtenir des tiges de 1,25 pouce (31,75 mm) d'une aciérie spécialisée. Demandez une certification de qualité sur l'acier. Préciser que l'acier doit être exempt de stress à l'aciérie.  2 Couper un morceau d'acier pour le stock de baril. Couper une longueur d'acier d'environ 28,1 po (71,1 cm) à 30 po (711,2 mm à 762 mm). Assurez-vous que les extrémités du stock de baril sont parallèles les unes aux autres, qu’elles sont face à face et qu’elles sont parfaitement rondes.
2 Couper un morceau d'acier pour le stock de baril. Couper une longueur d'acier d'environ 28,1 po (71,1 cm) à 30 po (711,2 mm à 762 mm). Assurez-vous que les extrémités du stock de baril sont parallèles les unes aux autres, qu’elles sont face à face et qu’elles sont parfaitement rondes.  3 Percer le canon. Percer l'intérieur dans le sens de la longueur jusqu'à un diamètre d'environ 5 millièmes de pouce (0,127 mm) inférieur au diamètre d'alésage fini désiré du canon. Un foret spécial, appelé forage profond, doit être utilisé pour percer le canon. Le foret profond maintient le foret en carbure de tungstène immobile et fait tourner le canon pour effectuer le forage. Le forage sera refroidi par liquide et se poursuivra à environ 1 pouce (25,4 mm) par minute. Le temps total pour percer le trou sera d'environ 30 minutes.
3 Percer le canon. Percer l'intérieur dans le sens de la longueur jusqu'à un diamètre d'environ 5 millièmes de pouce (0,127 mm) inférieur au diamètre d'alésage fini désiré du canon. Un foret spécial, appelé forage profond, doit être utilisé pour percer le canon. Le foret profond maintient le foret en carbure de tungstène immobile et fait tourner le canon pour effectuer le forage. Le forage sera refroidi par liquide et se poursuivra à environ 1 pouce (25,4 mm) par minute. Le temps total pour percer le trou sera d'environ 30 minutes.  4 Aléser le canon. Travailler un alésoir de forage au carbure de tungstène dans le trou de forage fini du canon, en utilisant le liquide de refroidissement lorsque l'alésoir fonctionne. L'alésoir va élargir le trou à l'alésage fini désiré et lisser la surface percée intérieure du canon en créant l'alésage final souhaité.
4 Aléser le canon. Travailler un alésoir de forage au carbure de tungstène dans le trou de forage fini du canon, en utilisant le liquide de refroidissement lorsque l'alésoir fonctionne. L'alésoir va élargir le trou à l'alésage fini désiré et lisser la surface percée intérieure du canon en créant l'alésage final souhaité.  5 Fussez le canon. Les rayures consistent en des rainures en spirale dans l'alésage, ce qui donne un effet de rotation à la cartouche lors de son déplacement dans le canon. Cette rotation va stabiliser le vol du round tiré. Déterminez le nombre de rainures rayées à placer dans l'alésage et la quantité de torsion à appliquer aux rainures. Consulter des experts dans le domaine de la fabrication de canon à canon pour déterminer ces informations. Trouvez ces experts dans les ateliers de fabrication de fûts à pistolet spécialisés.
5 Fussez le canon. Les rayures consistent en des rainures en spirale dans l'alésage, ce qui donne un effet de rotation à la cartouche lors de son déplacement dans le canon. Cette rotation va stabiliser le vol du round tiré. Déterminez le nombre de rainures rayées à placer dans l'alésage et la quantité de torsion à appliquer aux rainures. Consulter des experts dans le domaine de la fabrication de canon à canon pour déterminer ces informations. Trouvez ces experts dans les ateliers de fabrication de fûts à pistolet spécialisés.  6 Tournez le canon pour bien polir l'alésage.
6 Tournez le canon pour bien polir l'alésage. Facebook
Twitter
Google+