 Minotauromaquia
Minotauromaquia
L'American Welding Society a été créée conformément aux codes et aux exigences de l'American National Standards Institute, car la fabrication par soudage est devenue une science très sophistiquée et technique. Par conséquent, un soudeur certifié doit être un fabricant de métal industriel compétent, comme en témoigne le respect des exigences minimales et de l'expérience d'un soudeur compétent. Ce guide couvrira certaines étapes de base pour réussir un test de certification de soudage.
Première partie de deux:
Préparation au test
-
 1 Décidez quelle certification de soudage s'applique au travail que vous souhaitez effectuer. Aux États-Unis, il existe de nombreuses lois et réglementations fédérales et étatiques, ainsi que des organes directeurs qui imposent et exigent certains codes de construction, règles et normes de fabrication de soudage.
1 Décidez quelle certification de soudage s'applique au travail que vous souhaitez effectuer. Aux États-Unis, il existe de nombreuses lois et réglementations fédérales et étatiques, ainsi que des organes directeurs qui imposent et exigent certains codes de construction, règles et normes de fabrication de soudage. -
 2 Apprenez les 6 principales catégories de soudage sur lesquelles vous serez testé. Bien qu'il existe un grand nombre de procédés et de techniques de fabrication de métaux différents, les tests de certification AWS couvrent principalement:
2 Apprenez les 6 principales catégories de soudage sur lesquelles vous serez testé. Bien qu'il existe un grand nombre de procédés et de techniques de fabrication de métaux différents, les tests de certification AWS couvrent principalement: - Soudage à l'arc avec électrode enrobée - SMAW.
- Soudage à l'arc sous gaz avec filetage - GMAW.
- Soudage à l'arc avec fil fourré - FCAW.
- Soudage à l'arc au tungstène gazeux - GTAW.
- Oxycombustion et coupe de gaz;
- Coupe à l'arc plasma.
-
 3 Etudiez et suivez tous les A.W.S. (American Welding Society) normes (codes, spécifications, pratiques recommandées, méthodes, guides, etc.). La plupart des types de fabrication de métal relèveront de l'un des différents codes AWS aux États-Unis.
3 Etudiez et suivez tous les A.W.S. (American Welding Society) normes (codes, spécifications, pratiques recommandées, méthodes, guides, etc.). La plupart des types de fabrication de métal relèveront de l'un des différents codes AWS aux États-Unis. - ASME - Ce code couvre la même variété de types de fabrication que AWS, mais aux États-Unis, il est principalement utilisé pour la production de récipients sous pression et de tuyauteries à haute pression.
- API - Ce code couvre la production de réservoirs et de tuyauteries à basse pression pour le transport et le stockage de carburants et de pétrole brut.
-
 4 Trouvez une copie à jour du plan de la plaque de test. Pratiquez tous les types de soudage (méthodes, métaux, épaisseur) et tout positionnement de la carrosserie, le dégagement de l'espace de travail et les conditions météorologiques sur lesquelles vous pourriez être testé.
4 Trouvez une copie à jour du plan de la plaque de test. Pratiquez tous les types de soudage (méthodes, métaux, épaisseur) et tout positionnement de la carrosserie, le dégagement de l'espace de travail et les conditions météorologiques sur lesquelles vous pourriez être testé. - Le test habituel de la rainure en tôle d'acier pour le code AWS D1.1 consiste en deux plaques avec un angle inclus de 45 degrés (biseau de 22,5 degrés sur chaque plaque).
- Les biseaux sont placés l'un en face de l'autre, laissant un espace de 1/4 "entre les bords de la plume.
- Une plaque d'appui est fixée sur le dos des deux plaques pour les maintenir ensemble lorsque la soudure est terminée.
-
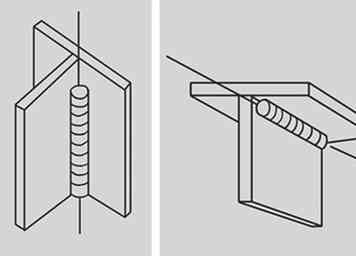 5 Master soudage les deux positions les plus difficiles et la plaque d'acier la plus épaisse sur le test. Dans le test D1.1, vous compléterez généralement deux positions: les positions verticale et verticale.
5 Master soudage les deux positions les plus difficiles et la plaque d'acier la plus épaisse sur le test. Dans le test D1.1, vous compléterez généralement deux positions: les positions verticale et verticale. - Si vous réussissez ces deux tests, vous serez qualifié dans toutes les positions et si vous terminez le test en utilisant une plaque de 1 "d'épaisseur, vous serez qualifié de 1/8" d'épaisseur illimitée.
-
 6 Pratiquer avec diligence jusqu'à ce que chaque soudure soit parfaite et uniforme. Les échecs les plus courants se trouvent lors de l'examen visuel initial.
6 Pratiquer avec diligence jusqu'à ce que chaque soudure soit parfaite et uniforme. Les échecs les plus courants se trouvent lors de l'examen visuel initial. - Bien que le code prenne en compte les discontinuités telles que la sous-dépouille, la porosité et d’autres problèmes, l’examinateur utilisera ces indices pour comprendre le niveau de compétence du soudeur. De cette façon, lorsque vous effectuez réellement le test, vous serez déjà plus dur sur vous-même que n'importe qui d'autre le sera.
-
 7 Invitez vos amis les plus critiques et perfectionnistes à épingler votre travail. Ne comptez pas sur vos amis de soutien; ils ne vous donneront que des excuses au lieu de vous aider à aller mieux.
7 Invitez vos amis les plus critiques et perfectionnistes à épingler votre travail. Ne comptez pas sur vos amis de soutien; ils ne vous donneront que des excuses au lieu de vous aider à aller mieux. -
 8 Ne vous contentez pas d'une belle surface de soudure. Une mauvaise soudure peut être masquée pour paraître forte. Si votre soudure est soumise à une inspection visuelle, la prochaine étape consiste à effectuer des tests de destruction, également appelés test de pliage.
8 Ne vous contentez pas d'une belle surface de soudure. Une mauvaise soudure peut être masquée pour paraître forte. Si votre soudure est soumise à une inspection visuelle, la prochaine étape consiste à effectuer des tests de destruction, également appelés test de pliage. - Si la plaque que vous avez soudée était plus épaisse que 3/8 ", les bandelettes de test seront des bandes de 3/8" coupées à travers la soudure et seront pliées sur le côté avec le point d'étirement maximal où se trouve la soudure.
- Si la plaque a moins de 3/8 "d'épaisseur, deux bandes seront coupées de chaque assiette et celles-ci seront pliées avec une plaque tournée vers l'extérieur et l'autre sortie vers l'extérieur.
- Il ne devrait y avoir aucune fissure, déchirure, inclusions de flux ou autres défauts.
- Il devrait plier comme une barre solide se plierait.
 1 Décidez quelle certification de soudage s'applique au travail que vous souhaitez effectuer. Aux États-Unis, il existe de nombreuses lois et réglementations fédérales et étatiques, ainsi que des organes directeurs qui imposent et exigent certains codes de construction, règles et normes de fabrication de soudage.
1 Décidez quelle certification de soudage s'applique au travail que vous souhaitez effectuer. Aux États-Unis, il existe de nombreuses lois et réglementations fédérales et étatiques, ainsi que des organes directeurs qui imposent et exigent certains codes de construction, règles et normes de fabrication de soudage.  2 Apprenez les 6 principales catégories de soudage sur lesquelles vous serez testé. Bien qu'il existe un grand nombre de procédés et de techniques de fabrication de métaux différents, les tests de certification AWS couvrent principalement:
2 Apprenez les 6 principales catégories de soudage sur lesquelles vous serez testé. Bien qu'il existe un grand nombre de procédés et de techniques de fabrication de métaux différents, les tests de certification AWS couvrent principalement:  3 Etudiez et suivez tous les A.W.S. (American Welding Society) normes (codes, spécifications, pratiques recommandées, méthodes, guides, etc.). La plupart des types de fabrication de métal relèveront de l'un des différents codes AWS aux États-Unis.
3 Etudiez et suivez tous les A.W.S. (American Welding Society) normes (codes, spécifications, pratiques recommandées, méthodes, guides, etc.). La plupart des types de fabrication de métal relèveront de l'un des différents codes AWS aux États-Unis.  4 Trouvez une copie à jour du plan de la plaque de test. Pratiquez tous les types de soudage (méthodes, métaux, épaisseur) et tout positionnement de la carrosserie, le dégagement de l'espace de travail et les conditions météorologiques sur lesquelles vous pourriez être testé.
4 Trouvez une copie à jour du plan de la plaque de test. Pratiquez tous les types de soudage (méthodes, métaux, épaisseur) et tout positionnement de la carrosserie, le dégagement de l'espace de travail et les conditions météorologiques sur lesquelles vous pourriez être testé.  5 Master soudage les deux positions les plus difficiles et la plaque d'acier la plus épaisse sur le test. Dans le test D1.1, vous compléterez généralement deux positions: les positions verticale et verticale.
5 Master soudage les deux positions les plus difficiles et la plaque d'acier la plus épaisse sur le test. Dans le test D1.1, vous compléterez généralement deux positions: les positions verticale et verticale.  6 Pratiquer avec diligence jusqu'à ce que chaque soudure soit parfaite et uniforme. Les échecs les plus courants se trouvent lors de l'examen visuel initial.
6 Pratiquer avec diligence jusqu'à ce que chaque soudure soit parfaite et uniforme. Les échecs les plus courants se trouvent lors de l'examen visuel initial.  7 Invitez vos amis les plus critiques et perfectionnistes à épingler votre travail. Ne comptez pas sur vos amis de soutien; ils ne vous donneront que des excuses au lieu de vous aider à aller mieux.
7 Invitez vos amis les plus critiques et perfectionnistes à épingler votre travail. Ne comptez pas sur vos amis de soutien; ils ne vous donneront que des excuses au lieu de vous aider à aller mieux.  8 Ne vous contentez pas d'une belle surface de soudure. Une mauvaise soudure peut être masquée pour paraître forte. Si votre soudure est soumise à une inspection visuelle, la prochaine étape consiste à effectuer des tests de destruction, également appelés test de pliage.
8 Ne vous contentez pas d'une belle surface de soudure. Une mauvaise soudure peut être masquée pour paraître forte. Si votre soudure est soumise à une inspection visuelle, la prochaine étape consiste à effectuer des tests de destruction, également appelés test de pliage. Deuxième partie de deux:
Éviter les erreurs communes
-
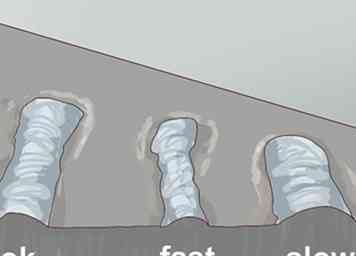 1 Ne va pas trop vite. Faites correspondre la vitesse d'alimentation du métal d'apport, la profondeur et l'épaisseur de la soudure et l'intensité de la chaleur appliquée au taux de vitesse de vos soudures.
1 Ne va pas trop vite. Faites correspondre la vitesse d'alimentation du métal d'apport, la profondeur et l'épaisseur de la soudure et l'intensité de la chaleur appliquée au taux de vitesse de vos soudures. -
 2 Évitez les réglages incorrects sur le soudeur. Vérifiez chaque instrument que vous utilisez et ajustez tous les paramètres pour l'application correcte.
2 Évitez les réglages incorrects sur le soudeur. Vérifiez chaque instrument que vous utilisez et ajustez tous les paramètres pour l'application correcte. -
 3 Évitez le stockage, la manipulation et l'utilisation inappropriés des matériaux et des fournitures de soudage. Si vous utilisez 7018, vous devez conserver l’électrode dans un four à tige afin d’éviter l’humidité du flux.
3 Évitez le stockage, la manipulation et l'utilisation inappropriés des matériaux et des fournitures de soudage. Si vous utilisez 7018, vous devez conserver l’électrode dans un four à tige afin d’éviter l’humidité du flux. -
 4 Prenez votre temps pour nettoyer tout résidu de contaminant après chaque passage. Cela se produit le plus souvent lorsqu’on laisse des flux derrière. Non, le prochain passage ne le brûlera pas.
4 Prenez votre temps pour nettoyer tout résidu de contaminant après chaque passage. Cela se produit le plus souvent lorsqu’on laisse des flux derrière. Non, le prochain passage ne le brûlera pas. -
 5 Assurez-vous de réaliser la fusion sur les côtés de la soudure. Insuffler complètement la totalité de la zone articulaire. Ce devrait être une transition en douceur entre le métal d'apport de soudure et le métal de base.
5 Assurez-vous de réaliser la fusion sur les côtés de la soudure. Insuffler complètement la totalité de la zone articulaire. Ce devrait être une transition en douceur entre le métal d'apport de soudure et le métal de base. -
 6 Lisez attentivement toutes les instructions et vérifiez chaque mesure du plan. Prenez votre temps et coupez une partie à la fois, même si vous avez pratiqué le même schéma auparavant.
6 Lisez attentivement toutes les instructions et vérifiez chaque mesure du plan. Prenez votre temps et coupez une partie à la fois, même si vous avez pratiqué le même schéma auparavant. - Les mesures du plan de la plaque d’essai auraient pu être légèrement modifiées sans préavis.
-
 7 Faites preuve de bon sens et suivez toujours les procédures de sécurité correctes.
7 Faites preuve de bon sens et suivez toujours les procédures de sécurité correctes. -
 8 Inspectez l'ensemble de la zone de travail et de l'équipement en prêtant une attention particulière aux connexions électriques et aux risques de sécurité.
8 Inspectez l'ensemble de la zone de travail et de l'équipement en prêtant une attention particulière aux connexions électriques et aux risques de sécurité. -
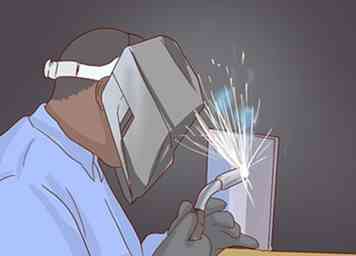
 9 Portez des vêtements de travail adaptés qui protègent votre corps tout entier contre le métal en fusion, la chaleur rayonnante intense, les étincelles et les chocs électriques.
9 Portez des vêtements de travail adaptés qui protègent votre corps tout entier contre le métal en fusion, la chaleur rayonnante intense, les étincelles et les chocs électriques. - N'utilisez jamais de vêtements amples ou amples. Vous travaillez dans un environnement dangereux avec des machines en mouvement et des outils électriques où vous pourriez facilement être démembré ou brûlé.
- Ne portez pas de pantalon, de veste, de tablier ou de combinaison avec des poches, des manches ou des cols apparents. Vous pourriez être gravement blessé si un objet en métal fondu à 2000 degrés ou une étincelle est pris dans vos vêtements.
- Vous serez également testé sur les procédures de sécurité et la propreté de l'espace de travail.
-
 10 Nettoyez et mettez tous les matériaux et l'équipement sur leur emplacement de stockage approprié avant de présenter votre travail pour l'inspection.
10 Nettoyez et mettez tous les matériaux et l'équipement sur leur emplacement de stockage approprié avant de présenter votre travail pour l'inspection. -
 11 Bonne chance!
11 Bonne chance!
 1 Ne va pas trop vite. Faites correspondre la vitesse d'alimentation du métal d'apport, la profondeur et l'épaisseur de la soudure et l'intensité de la chaleur appliquée au taux de vitesse de vos soudures.
1 Ne va pas trop vite. Faites correspondre la vitesse d'alimentation du métal d'apport, la profondeur et l'épaisseur de la soudure et l'intensité de la chaleur appliquée au taux de vitesse de vos soudures.  2 Évitez les réglages incorrects sur le soudeur. Vérifiez chaque instrument que vous utilisez et ajustez tous les paramètres pour l'application correcte.
2 Évitez les réglages incorrects sur le soudeur. Vérifiez chaque instrument que vous utilisez et ajustez tous les paramètres pour l'application correcte.  3 Évitez le stockage, la manipulation et l'utilisation inappropriés des matériaux et des fournitures de soudage. Si vous utilisez 7018, vous devez conserver l’électrode dans un four à tige afin d’éviter l’humidité du flux.
3 Évitez le stockage, la manipulation et l'utilisation inappropriés des matériaux et des fournitures de soudage. Si vous utilisez 7018, vous devez conserver l’électrode dans un four à tige afin d’éviter l’humidité du flux.  4 Prenez votre temps pour nettoyer tout résidu de contaminant après chaque passage. Cela se produit le plus souvent lorsqu’on laisse des flux derrière. Non, le prochain passage ne le brûlera pas.
4 Prenez votre temps pour nettoyer tout résidu de contaminant après chaque passage. Cela se produit le plus souvent lorsqu’on laisse des flux derrière. Non, le prochain passage ne le brûlera pas.  5 Assurez-vous de réaliser la fusion sur les côtés de la soudure. Insuffler complètement la totalité de la zone articulaire. Ce devrait être une transition en douceur entre le métal d'apport de soudure et le métal de base.
5 Assurez-vous de réaliser la fusion sur les côtés de la soudure. Insuffler complètement la totalité de la zone articulaire. Ce devrait être une transition en douceur entre le métal d'apport de soudure et le métal de base.  6 Lisez attentivement toutes les instructions et vérifiez chaque mesure du plan. Prenez votre temps et coupez une partie à la fois, même si vous avez pratiqué le même schéma auparavant.
6 Lisez attentivement toutes les instructions et vérifiez chaque mesure du plan. Prenez votre temps et coupez une partie à la fois, même si vous avez pratiqué le même schéma auparavant.  7 Faites preuve de bon sens et suivez toujours les procédures de sécurité correctes.
7 Faites preuve de bon sens et suivez toujours les procédures de sécurité correctes.  8 Inspectez l'ensemble de la zone de travail et de l'équipement en prêtant une attention particulière aux connexions électriques et aux risques de sécurité.
8 Inspectez l'ensemble de la zone de travail et de l'équipement en prêtant une attention particulière aux connexions électriques et aux risques de sécurité.  9 Portez des vêtements de travail adaptés qui protègent votre corps tout entier contre le métal en fusion, la chaleur rayonnante intense, les étincelles et les chocs électriques.
9 Portez des vêtements de travail adaptés qui protègent votre corps tout entier contre le métal en fusion, la chaleur rayonnante intense, les étincelles et les chocs électriques.  10 Nettoyez et mettez tous les matériaux et l'équipement sur leur emplacement de stockage approprié avant de présenter votre travail pour l'inspection.
10 Nettoyez et mettez tous les matériaux et l'équipement sur leur emplacement de stockage approprié avant de présenter votre travail pour l'inspection.  11 Bonne chance!
11 Bonne chance! Facebook
Twitter
Google+